Votre spécialiste Machines-Outils & Automatisation
Robots collaboratifs & Machines spéciales
Votre spécialiste Machines-Outils & Automatisation
Robots collaboratifs & Machines spéciales





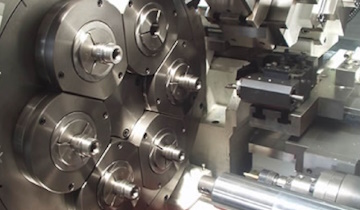
Cette méthode consiste à usiner deux pièces dans un même cycle en équipant la machine de chargeurs et de systèmes de serrage (chucking units) sur deux positions. Le temps de cycle est ainsi réduit de moitié.
Le seul tour multibroches de SHIMADA réalise et enchaîne les opérations suivantes, alors que normalement deux machines-outils distinctes sont nécessaires:
Cette solution réduit l’encombrement, la main-d’œuvre, l’investissement en équipements et d’améliorer le rendement.
Par ailleurs, les tours multibroches produisent également des pièces complexes avec la même capacité à réduire le temps de cycle. Ils produisent aussi bien des pièces non cylindriques, qu’ils réalisent des opérations d’usinages particuliers comme l’usinage polygonal, le filetage par roulage, opérations par outils formés ou queue d’aronde.
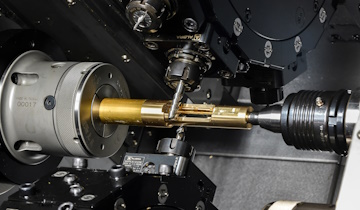
Sur un tour automatique multibroches de type chucker, on charge généralement la pièce (forgée ou coupée) pendant que la broche tourne.
Pour les pièces de forme irrégulière (matériaux carrés ou hexagonaux), le tour multibroches de SHIMADA est conçu pour que l’une des broches s’arrête aux opération de chargement/déchargement, alors que les trois autres continuent à usiner. Ce procédé évite les rayures sur la pièce au moment du chargement/déchargement et surtout permet de réaliser un usinage efficace sans perte de temps, pour toutes les pièces non cylindriques.
Le taillant d’outil coupe à une vitesse double de celle de la pièce.
Nombre d’outils requis = moitié du nombre de faces planes (ex. 1 outil pour 2 pans opposés, 2 outils pour 4 pans, 3 outils pour 6 pans).
Méthode d’usinage plastique (déformation) qui consiste à former le filet externe sur un matériau cylindrique à l’aide de filières de filetage (threading dies).
Contrairement au filetage par coupe, il n’y a pas de copeaux. Le filet obtenu est plus résistant et le procédé, plus rapide, est adapté à la production de masse.L’ébauche est réalisée sur des positions non CN, puis la finition sur une ou plusieurs positions CN, combinant rapidité et précision.
SHIMADA propose une gamme unique au monde de tours multibroches 2 et 4 broches.
Voici une analogie historique pour définir simplement ce qu’est un tour multibroches :
Un mousquet (tour CN monobroche) tirera une seule balle et nécessitera plusieurs secondes de rechargement, alors qu’une mitrailleuse (tour multibroches) tire à elle seule plus de 100 balles par minute.
Ainsi, il faudra plusieurs tours monobroches pour égaler la productivité d’un seul tour multibroches.
A la vitesse, il faut ajouter une technologie d’automatisation avancée.
Les tours multibroches 2 et 4 broches atteignent des cycles de 3 à 4 secondes.
Cela nécessite des systèmes de transfert, de chargement automatique et de serrage synchronisés à cette cadence.
Les modèles 2, 3 et 4 broches (type tambour indexé) sont hautement compatibles avec la robotisation. SHIMADA intègre des lignes complètes avec chargeurs, dispositifs de mesure et palettiseurs.
La force de SHIMADA réside dans :
Voir les tours multibroches SHIMADA, cliquez ici.
Toujours à l'écoute de l'évolution du marché, Mactech a su s'adapter en mettant en place une organisation capable de répondre aux demandes les plus exigeantes dans les segments les plus techniques, en proposant une gamme complète de machines-outils performantes et de solutions robotiques étudiées. Nous vous accompagnons dans le choix de la machine adaptée à votre pièce, nous étudions la faisabilité ainsi que le temps de cycle nécessaire pour que vous puissiez calculer votre capacitaire et vos données de production. Nous donnons de l'importance à la qualité de notre service et de notre support technique : conseil et accompagnement, installation, mise en route, formation et service après-vente.
Avec l'aide de nos partenaires, nous pouvons vous proposer plusieurs solutions de financement de vos matériels professionnels : leasing, lease back, location évolutive.... N'hésitez pas à nous consulter.